Akkumulatorslangehoved
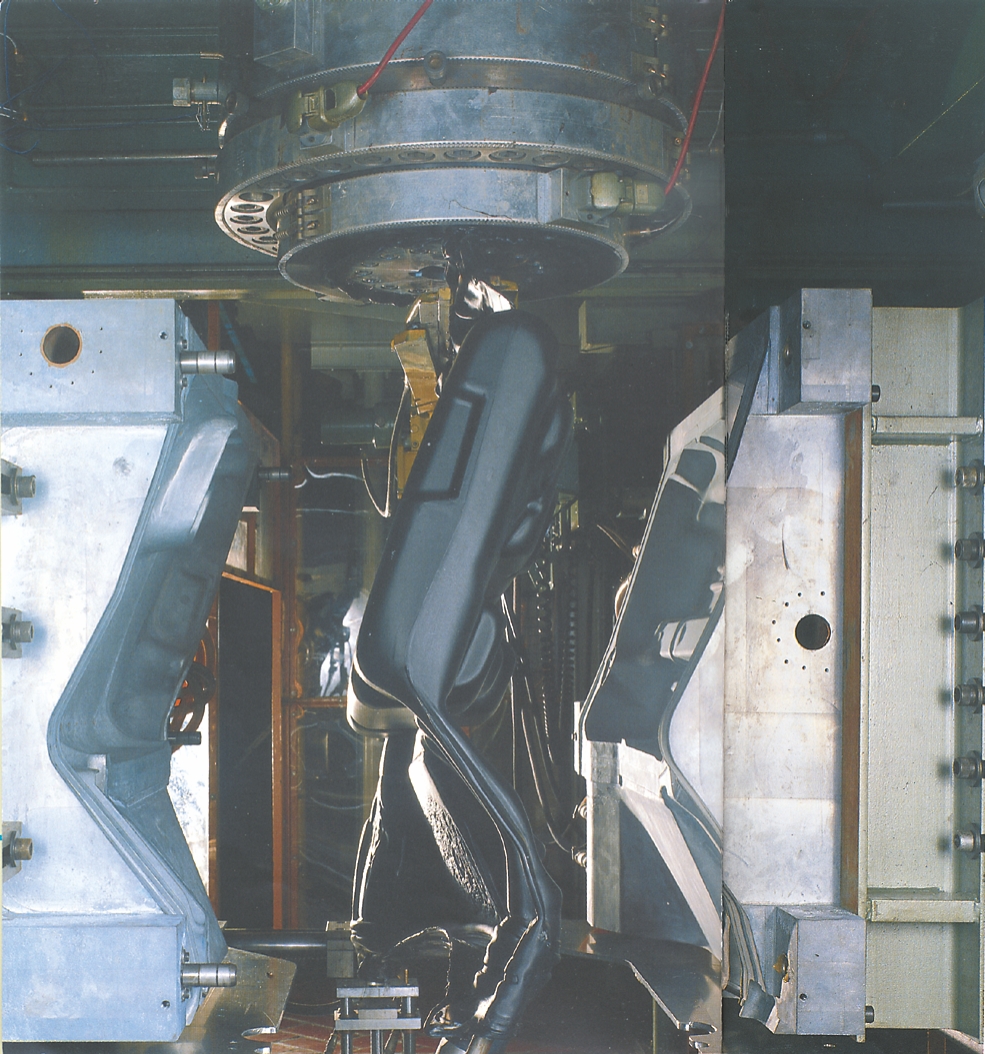
Når der skal ekstruderes med frithængende slange, kan det være et problem, at slangen strækker sig. Det er især et problem ved meget tykke slanger samt ved meget lavviskose ma-terialer. For at imødegå dette problem er der udviklet hoveder/maskinopbygninger med akkumulator.
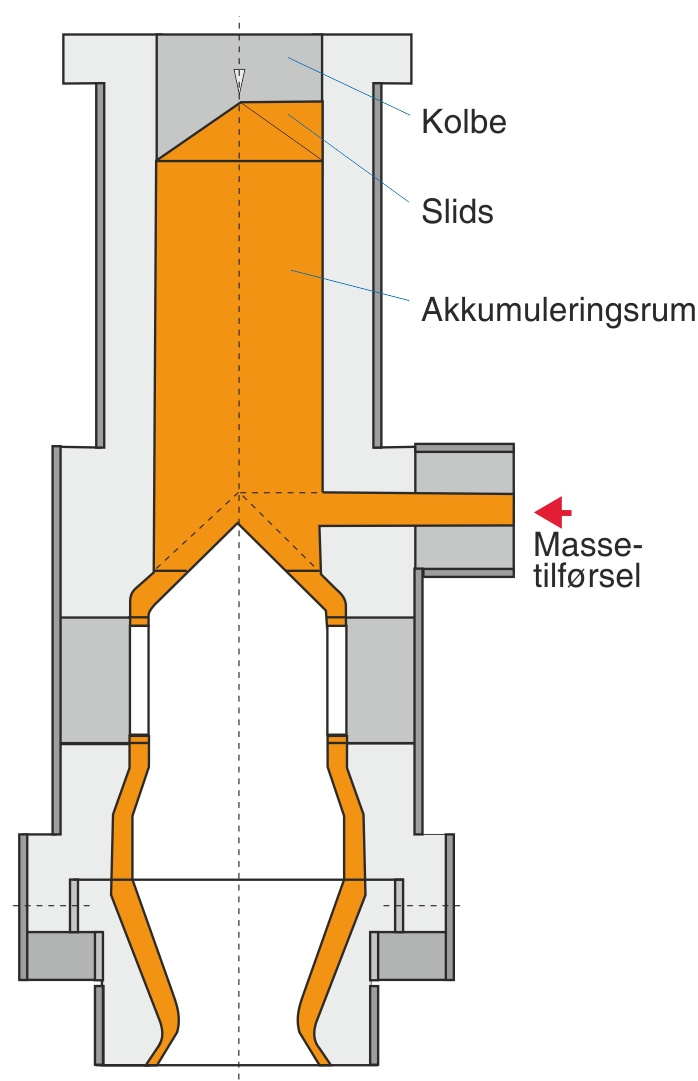
Det betyder, at plasten fortsat ekstruderes kontinuerligt, men nu forsvinder plasten ind i en akkumulator, eller et “stødpude-lager”, ofte i toppen af hovedet. I toppen af akkumulatoren sidder et stempel (en kolbe), som trækker sig tilbage, mens akkumulatoren fyldes op.
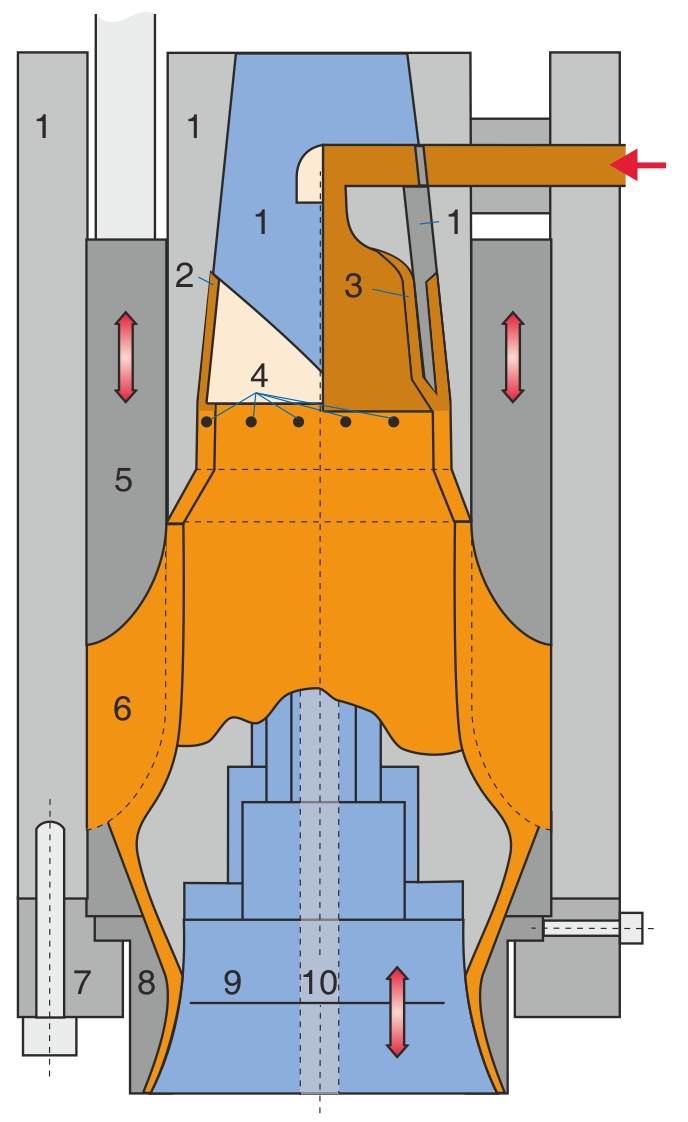
Når formen er ved være på plads under dysen, starter stemplet/kolben med at presse den opmagasinerede plast ned gennem hovedet meget hurtigt. Det betyder, at slangen ikke kan nå at strække sig, inden formen lukkers, og en eventuel profilering vil ligge meget præcist.