Nedtrækningsforhold
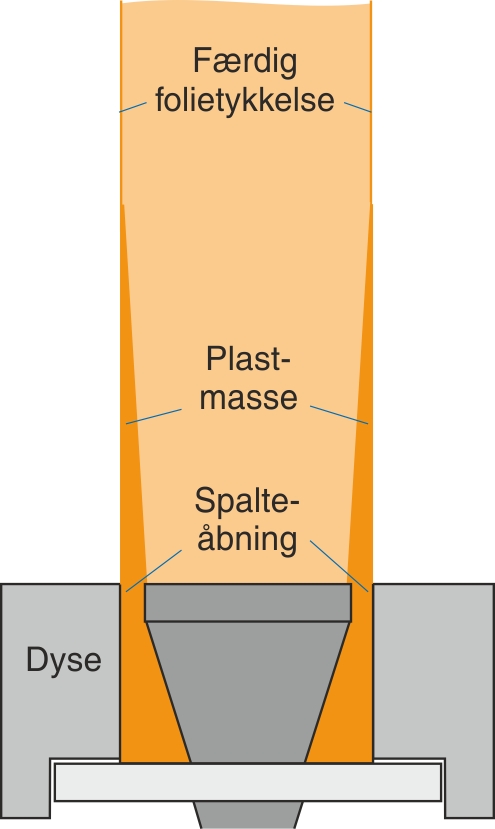
Nedtrækningsforholdet (draw-down) er et udtryk for forholdet mellem spalteåbningens lysning og den færdige folies godstykkelse.

Når den smeltede plastmasse presses ind gennem den første del af folieværktøjet, forefindes materialets molekyler i en fuldstændigt uordnet tilstand (amorf).
Når materialemassen presses gennem spalteåbningen, begynder der på grund af den forholdsvis snævre plads en ensretning af molekylerne i ekstruderingsretningen (maskinretningen = MR).
Da spalteåbningen almindeligvis varierer fra ca. 0,5 mm til 2,5 mm, og de folier, der normalt fremstilles, i tykkelse kun er en brøkdel af spalteåbningens lysning, sker der en strækning af molekylerne, hvorved disse forlænges/lægger sig i maskinretningen.
Jo større nedtrækningsforhold, des mere forlænges molekylerne i ma-skinretningen.
Hvis plastmassen vedblivende er varm, vil de i molekylerne indbygge-de spændinger delvis aftage.
De forlængelser og spændinger, man udsætter materialet for, indefryses ved køling.