Notzone
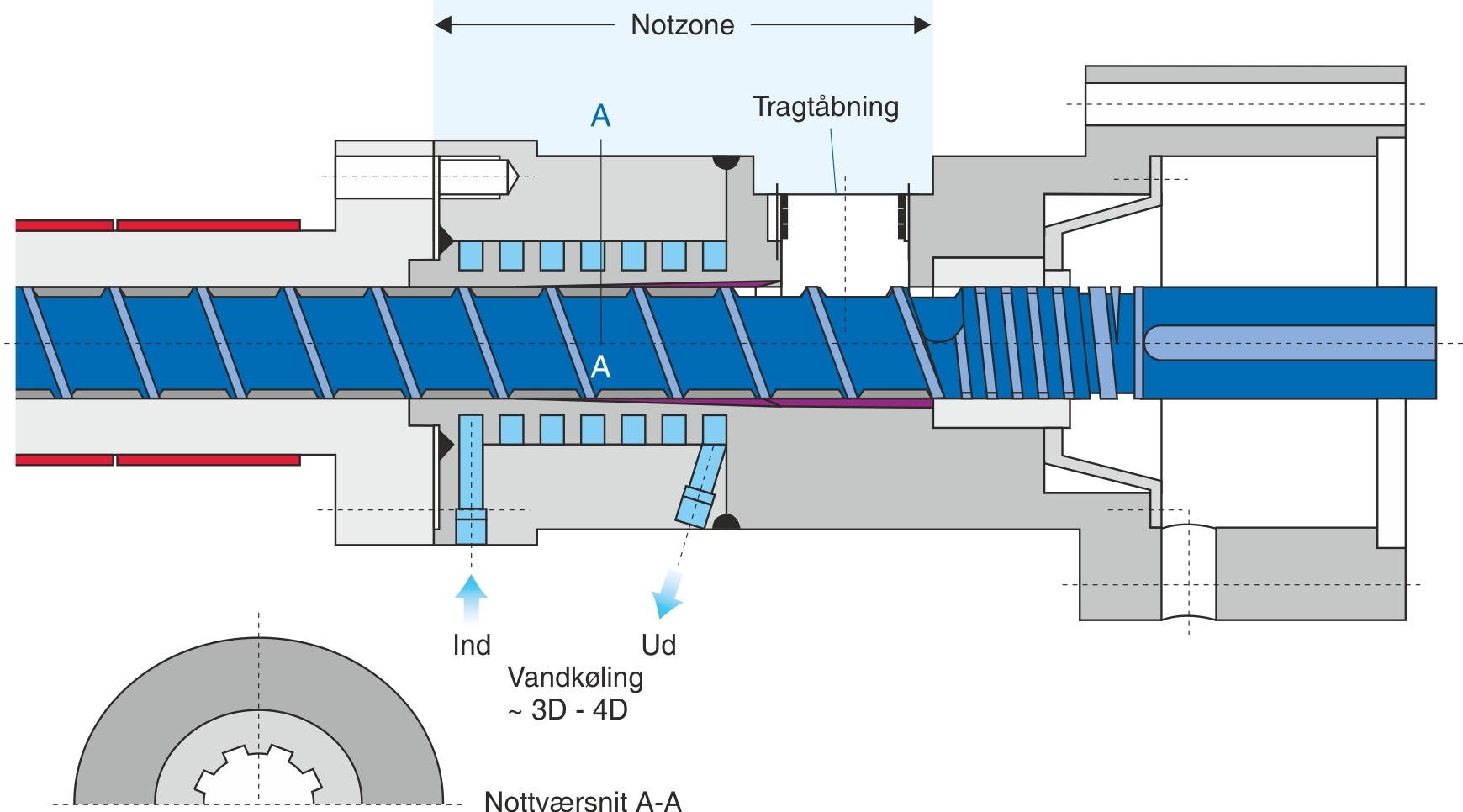
Der kan i indløbszonen være monteret en bøsning med langsgående indføringsriller til at fremme granulattransporten. En sådan bøsning kan være forsynet med selvstændig temperaturregulering eller eventuelt være isoleret fra resten af cylinderen.
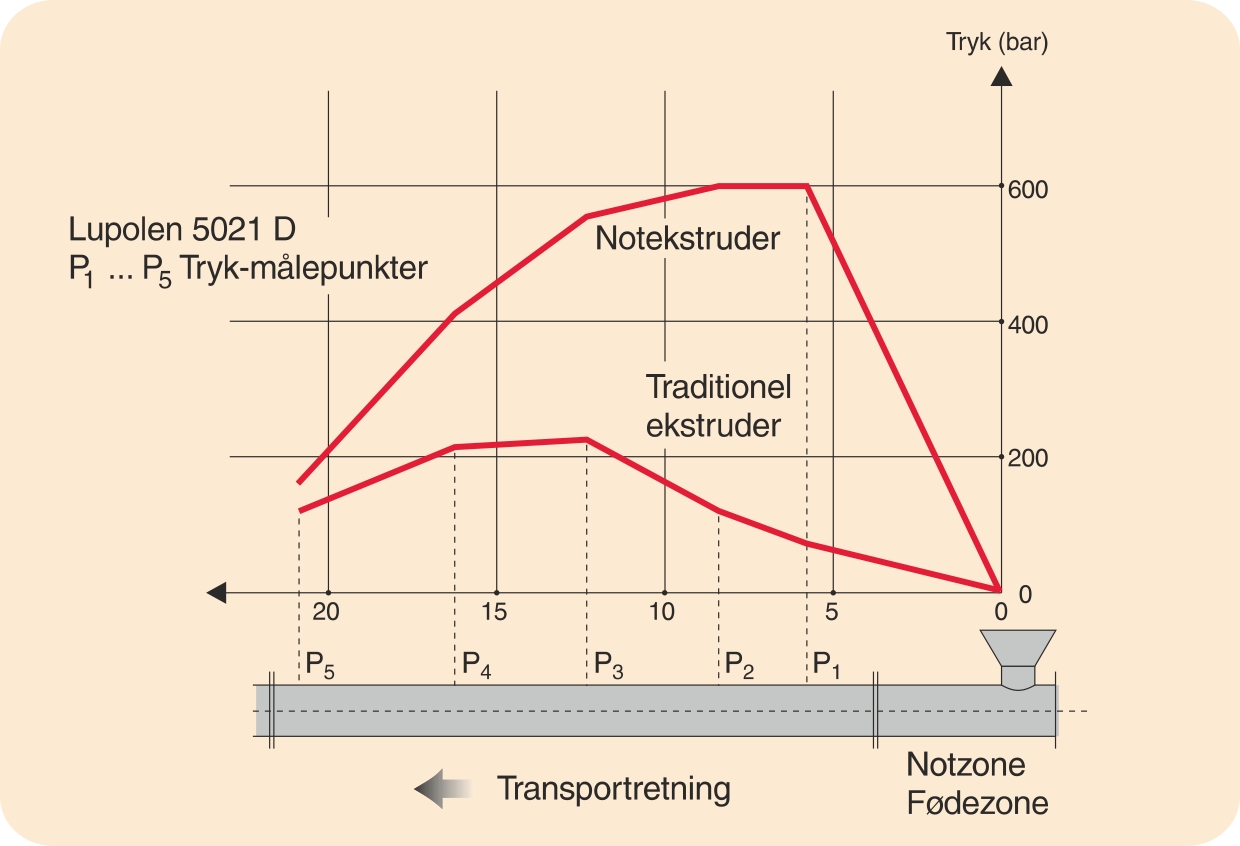
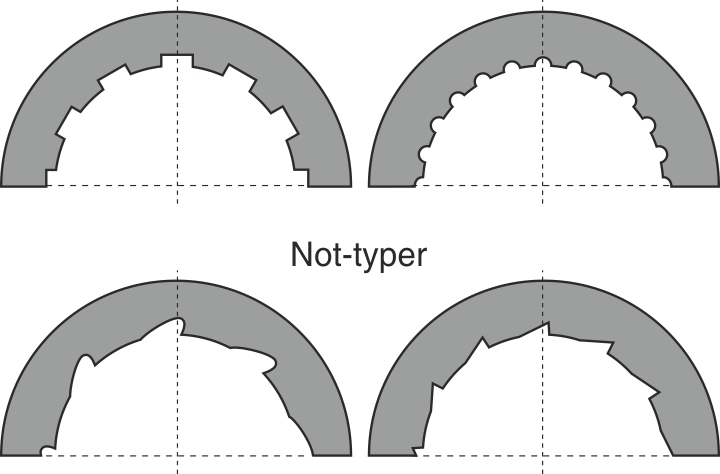
I notekstruderen opbygges trykket i fødezonen ved hjælp af langsgående noter i cylinderen. Noterne forhindrer plastkornene i at drejes med snekken rundt. Derved tvinges plastgranulatet fremad, selv mod meget højt tryk.
Ved selve trykopbygningen, kompressionen, udvikles der så megen varme, at det er nødvendigt at køle området omkring noterne. Notzonelængden er normalt 3-5 D.
Snekken har ofte stort set samme profil i hele dens længde og er altså ikke bygget op på traditionel vis med føde-, kompressions- og pumpezone.
Dette system er dog ikke velegnet til de plasttyper, hvor der er fare for forbrænding.
Bemærk: Når man stopper en ekstruder med materiale i cylinderen, er der risiko for, at smeltet materiale i notzonen vil størkne omkring cy-linderen. Sker det, skal der lukkes for kølevandet, og man må vente på, at varmen fra varmezone 1 har bredt sig bagud og har blødgjort den størknede plast. Dette kan vare flere timer. Hvis man forsøger at starte før, kan der være risiko for, at snekken knækker.