Skæreplade og skærekanter
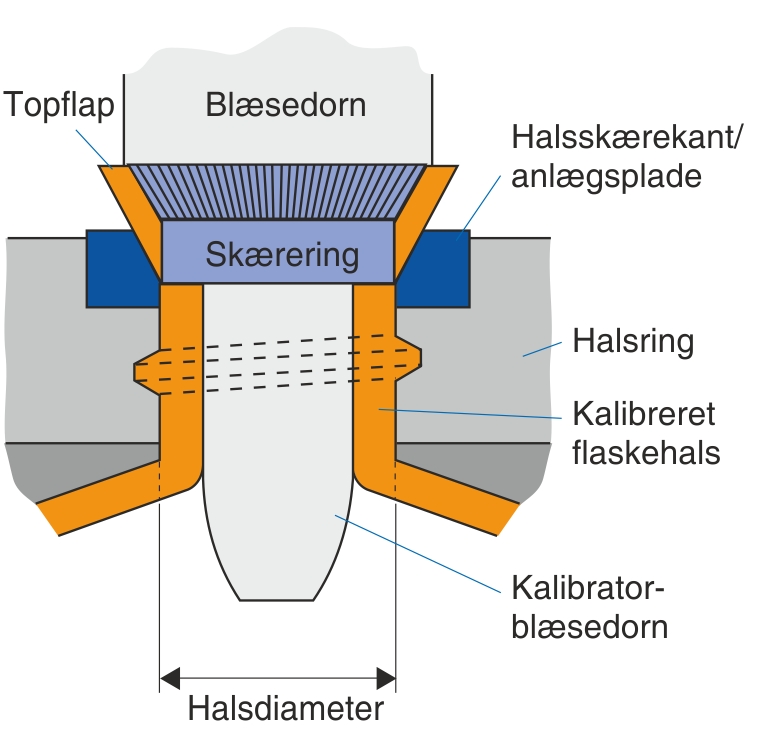
På toppen af formen sidder skærepladen. Når blæsedornen går ned indvendigt i slangen i flaskehalsen, går skæreringen, der sidder på dornen, ned imod skærepladen. Derved nappes/klippes den overskydende slangelængde af.
Blæsedornen skal gå så præcist ned imod skærepladen, at slangen nappes over, men uden at skærering og skæreplade beskadiges.
De områder i top og bund af formen, som lukkes omkring slangen, er udformet som skærekanter. Det er nødvendigt, når slangen er større i diameter end halsåbningen. Disse skærekanter skal være så skarpe og fine, at der ikke kommer grater udvendigt på flaskens ”skuldre”.
Desuden skal formen være udformet således i top og bund, at der er plads til den del af slangen, der ligger imellem formparterne. Hvis dele af slangen kommer uden for disse ud- fræsninger og kommer i klemme imellem de plane formparter, kan formen ikke lukkes helt, og maskinen bør stoppe på grund af formsikringen.