Coekstrudering
Inden for blæsestøbning anvendes mange forskellige plasttyper. Plasttyperne kan anvendes i ren form, som blandinger eller som copolymere materialer.
Desuden anvendes mange kombinationer af plasttyperne til coekstruderede emner.
Ofte er der behov for at fremstille et emne, fx en flaske, af en plasttype, som ikke ødelægger eller selv ødelægges af indholdet i flasken. Der kan fx være tale om en syre eller et rengøringsmiddel. Hvis denne plasttype ikke er særligt slagfast, kan det være nødvendigt at lægge et andet lag på af en sej og slagfast plasttype. Hvis der desuden er behov for en flaske med en speciel overflade, kan det være nødvendigt at lægge et tredje lag på. Der kan fx være behov for en skridsikker overflade på flasken, eller der kan være behov for en flot, blank og farvetryksvenlig plast.
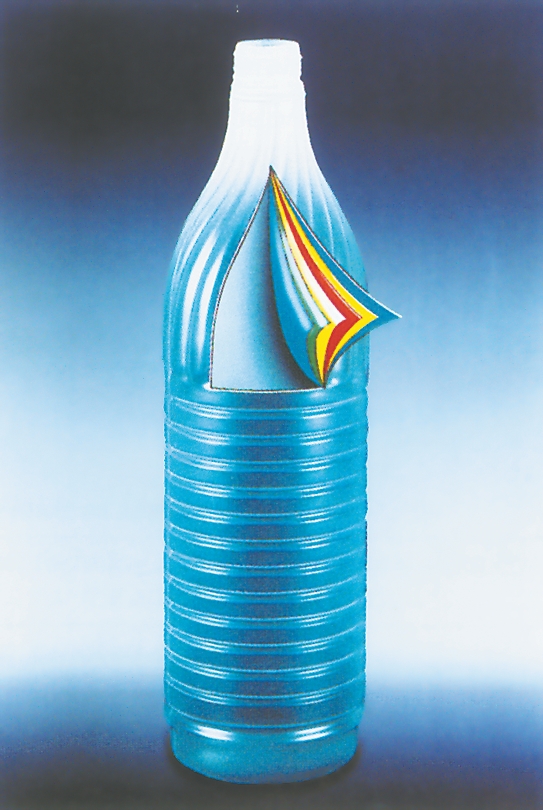
Nu er der måske det problem, at disse tre lag ikke kan binde til hinanden. Derfor kan det være nødvendigt, at lægge et bindelag/limlag ind mellem disse lag for at opnå vedhæftning mellem lagene. Derved har man måske behov for fem ekstrudere, som skal levere hver sin type plast ind i slangehovedet. I nogle tilfælde kan man nøjes med fire ekstrudere, hvis begge limlag kan være af samme plasttype.
Fremstilling af emner med fem lag stiller krav om et specielt slangehoved, som kan fordele disse plasttyper. Plasttyperne ledes ind i hovedet i hver sin fødekanal og ledes frem til hver sin ringspalte, som går ned gennem hovedet. Først mod slutningen af hovedet mødes de fem ringspalter og går sammen i én ringspalte, som fortsætter resten af vejen ned til dyseåbningen.
Ved at regulere ydelsen af de forskellige ekstrudere er det muligt at fremstille emner med netop den godsfordeling i hvert lag, som man ønsker.
Når der anvendes forskellige typer af plast, vil der i sagens natur være behov for at forarbejde med forskellige temperaturer. Hvis der er meget stor forskel på de anvendte materialers temperaturer, kan det give problemer i hovedet, hvor materialerne mødes. Materialetyper, som forarbejdes ved meget lave temperaturer, mødes måske med langt varmere materialer. Det kan i nogle tilfælde resultere i, at lavtemperaturmaterialerne begynder at flyde uens i hovedet. Som tommelfingerregel må hovedets temperatur derfor holdes så lav som muligt, dog uden at massetrykket bliver for højt.